
-
解决方案
-
产品中心

Picture Perfect Measurements
全球通用的便携式自动光学测量系统,为航空,航天,汽车制造,造船,天线和风力等行业提供非接触,高精度三维坐标测量...
查看更多 + more + -
技术服务
-
新闻中心
-
关于我们




V-STATS摄影测量系统在最小垂直间隔测量RVSM中的应用
测量背景
自2011年11月起,全世界范围在29,000英尺到41,000英尺的航空垂直间隔最小距离由最小2000英尺降低到1000英尺.在这一区间实行后,在RVSM(Reduced Vertical Separation Minimum)空间里飞机之间的垂直间隔只有1000英尺.为了安全有效的控制空中交通,RVSM的目标是在考虑到季风和**飞行模式下使飞机在**油耗状态下飞行,同时在保证安全的前提下使空中通行能力提高了大约百分之八十五.尽管降低了飞机间的垂直间隔,但是空中飞行时,飞机发生碰撞的可能性才为平均每1亿飞行小时2.5次.那么这和v-stars测量系统有什么关系呢.我们知道,在航空航天行业中,空气动力团队要求使用飞机的静态接口测量的数据用于评估RVSM数据。
测量要求
所有的商业飞机有空速管和静态接口用于探测飞机的速度,高度及马赫数值.数据传感器和静态接口的安装需要很高的测量精度.这些曲面上的重要区域外形测量越精确,传感器的灵敏度就越精确.但是RVSM的测量过程面对许多挑战:
• 全局测量公差+/- 0.127毫米,所以精度要求很高.
• 必须是非接触测量.静态接口有着非常光亮的表面,不能做标记或用接触式测量设备测量.
• 测量区域很大—飞机的每个测面有大约3平方米需要测量.
• 需要点密度达到6*6毫米.
• 必须是在飞机安装在轮子上时测量.
• 测量过程不能干涉到周围的生产.
• 尽管存在飞机的移动和振动,测量也需要保证精确.
• 需要及时进行分析,生成报告满足工程要求.用作后续修理及返工的依据.
测量过程
依据RVSM的测量要求可知,只有V-STARS的多相机摄影测量系统能够满足条件。
测量实例以测量飞机静态接口位置为例。
测量靶点定位:考察完现场测量环境后,合理的对测量进行规划。为了实现测量的目的,测量之前必须在测量物体上定位靶点。通常而言,靶点一般贴在需要测量的点或面上。
为了测量过程的自动化,必须在测量区域添入编码点。这些点可以被V-STARS软件自动识别,且可以帮助软件确定拍照时相机的方位,它也可以将物体绑定在一个统一的坐标轴系统。
为了确定一个摄影测量的长度基准,一个已知的距离是必须的。通常这个距离来自于一根经过校准的碳纤维基准尺或者殷钢基准尺。
测量摄影:一旦物体上的靶点定位完成后就可以开始摄影。简单而言,摄影的目的就是从尽可能多的角度在尽可能多的照片中拍摄到每一个靶点。为了提高测量的精确度,通常尽可能在贴近地面以及高处拍照。照片的数量取决于测量的复杂性以及要求的精度。
测量过程:首先,需要使用INCA3相机在单相机模式下对测量区域进行测量,单相机模式下拍照完成后,将图片经过V-STARS软件处理后,得到数据结果。
多相机模式:单相机测量模式完成后,即可进入多相机测量模式。使用V-STARS的两个INCA 3相机和装在升降设备上的一个PRO-SPOT投点器,投点器上装有能投射出23000个点的幻灯片。调节相机位置,确保多相机模式下,相机能够完整的拍到PRO-SPOT投点器投射出的测量点。所有准备工作完成后,可以开始进行实时测量。在测量区域没有添加任何测量标靶的情况下,PRO-SPOT投点器投射在机身表面的点密度达到23,000点,测量中重复这一过程直到整个区域被完整覆盖。
测量分析:所有的测量分析处理都是在SA软件中进行的。数据是以XYZ的格式从V-STARS中导出的,然后直接导入SA软件,这一过程可以直接在SA软件中完成。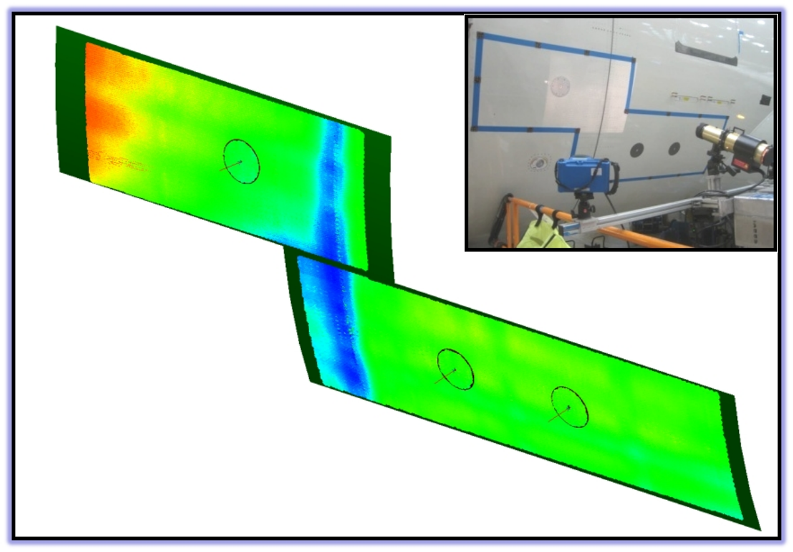
测量过程结束后,使用SA进行数据处理。我们利用SA中的关系匹配特征功能对齐数据。稀释SA中点的数量,但使用超过10万点对齐。SA的报告输出能力允许单个静态接口和全局曲面的分别生成。报告结果会指出某个接口与设计数据是否一致,以及与周围的曲面匹配情况。同时,为了满足要求,软件也能够检测到哪些垫片是错误的。利用SA测量计划的自动分析功能可以产生高重复性和高精度的数据。当采集成千上万数据时,产生异常点是很常见的,但是在使用关系拟合的时候,使用SA测量计划功能可以自动移除异常点。在使用测量计划选项前,对数据进行手动对齐和清理,而SA的编程能在很大程度上减少了这个过程的时间.
测量结论
在彻底考查其他测量的技术之后,我们可以得出这样的结论:
1) 摄影测量系统是**的对飞机的移动/振动免疫的,因为摄影测量系统是一次性的拍摄整个区域的
2) 飞机上的编码点可以将重复测量的区域进行拼接
3) 只有V-STARS摄影测量系统和投点器的结合使用能够实现快速精确的测量如此大的区域
4) 使用SA软件可以让我们使用超过10万个点进行曲面的拟合并且生成必要的报告
5)SA软件的脚本撰写以及自动化可以让我们加快测量的速度
测量设备评论
V-STARS摄影测量系统使用范围广泛,可用于零件和工装的建造和检查、表面测量、逆向工程测量、在不稳定的环境中受到振动和运动的测量、重型工程测量,如桥段和风力发电塔以及天线测量。广泛用于航天航空、汽车、工程测量、研究所研究等众多领域。其可用于采矿,冶金,机器、车辆和船舶制造等方面;还可用于动态目标的研究,例如,确定风洞中空气动力模型的变形、计算由于爆炸引起的爆破量等。
一些具体应用范围:
航空航天
部件及工具检测,在苛刻的现场环境下能够保证最短停工时间
天线的整体或单块面板检测
白天/夜晚、高温/寒冷,任何尺寸或任何方位
汽车行业周期性工具检测及故障解决
单一部件、白车身、快速原型制造、快速在线检测
船身拼接,准直,铺设管道及检测
舱内/舱外、甚至水上
重工桥梁、部件拼接
任何尺寸、任何环境条件
风能叶片、翼梁等测量
车间或现场
V-STARS摄影测量系统技术优势:
(1)高精度:单相机系统在10m范围内测量精度可以达到0.05mm,
(2)非接触测量:光学摄影的测量方式,无需接触工件;
(3)测量速度快:单相机几分钟即可完成大量点云测量,双相机实时动态测量;
(4)可以在不稳定的环境中测量(高低温,震动):测量时间短受温度影响小,双相机系统可以在不稳定环境中测量;
(5)特别适合狭小空间的测量:只要0.5m空间即可拍照、测量;
(6)数据率高,可以方便获取大量数据:像点由计算机软件自动提取并测量,测量1000个点的速度几乎与10个点的速度一样;
(7)适应性好:被测物尺寸从0.5m到100m均可用一套系统进行测量;
(8)便携性好:单相机系统1人即可携带到现场或外地开展测量工作;
投点器配合V-STARS摄影测量系统的使用突出了投点器的优势:
1、 非接触
该测量技术是完全非接触的,使得测量过程中不会因为接触引起表面变形。
2、 数据采集量可变
表面采集点的数量每次可由5600个增加到最多为23000个,而不同密度的点阵采集时间则是相同的。
3、 快速数据获取
必要的点数据获取只需要几分钟的时间,这使得该系统非常适用于时间限制很紧的生产环境。
4、 灵活性
投点器的灵活性在于其可以完成各种各样的表面测量工作,例如一个大型组件,可以通过移动投点器到新的位置测量,然后将测量点合并即可,或者增加一台投点器亦可以解决。
5、 便携性
系统可以很方便的打包带到供应商或客户处进行现场测量工作。
SA软件有一些非常显著的特征,包括:
·仪器接口是独立的,可以接入超过120种的便携式测量仪器
·可溯源且经过认证
·允许使用者分析数据,建立、观察、自动化测量,生成报告
·可以自动生成或者单独适用于某个应用的综合性报告能力
·CAD文件导入、导航
·通用的分析软件系统构架
·空间的转换,数据比对和关系分析
·测量和分析处理的全自动化
·界面可以转化为任一种语言